Global Standard Food-Safe Packaging Solutions
The Nexus of Food Safety, Sustainability, and Logistics
In the current global trade landscape, Food Safe Bags represent more than just containment; they are a critical component of supply chain integrity. As a leading China Wholesale Food Safe Bag Exporter, we recognize that the shift toward Circular Economy and FCM (Food Contact Material) compliance is non-negotiable. The industry is currently witnessing a transition from conventional polymers to high-barrier, multi-layer, and biodegradable structures that ensure zero migration of chemicals while extending shelf life.
Compliance with FDA (US), EFSA (EU), and GRS (Global Recycled Standard) is becoming the baseline. Our production lines utilize 100% virgin materials to meet these rigorous safety benchmarks.
The demand for PE compostable and kraft paper alternatives is skyrocketing. Markets in Europe and North America are prioritizing plastic-reduction strategies without compromising barrier performance.
Industrial users are moving toward Valve Bags and FIBC systems that integrate seamlessly with automatic filling machines, reducing manual labor and operational costs.
Expertise, Capacity, and Technological Prowess
Established in 2018 in Handan City, Hebei ChicBeauty Bag Co., Ltd. has rapidly emerged as a powerhouse in the packaging industry. With an annual capacity of 25,000 tons and a workforce of over 300 skilled professionals, we balance massive output with surgical precision.
Our strategic advantage lies in our Vertical Integration. By operating sister factories that produce PP fabric and kraft paper rolls, we control the quality of raw materials from the atomic level, ensuring that every food-safe bag exported from China meets the highest structural integrity standards.
Leading the Next Generation of Smart Packaging
We are developing nano-composite coatings for our PP and Kraft bags to provide superior resistance against oxygen, moisture, and UV rays, critical for preserving organic fertilizers and food grains.
The future of Wholesale Food Safe Bags includes RFID and QR integration for farm-to-table traceability, ensuring end-users can verify the origin and safety of the contents.
Transitioning toward carbon-neutral manufacturing by optimizing thermal bonding processes and utilizing recycled-ready monomaterials (PE/PE) that simplify the waste stream.
Where Quality Control Meets Precision Engineering












Tailored Packaging for Diverse Global Industries
Our BOPP laminated PP woven bags (5kg-50kg) are engineered for breathable yet moisture-proof rice and grain storage. Optimized for Jasmine rice, maize, and seeds.
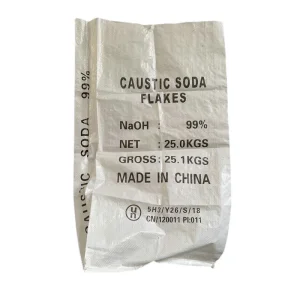
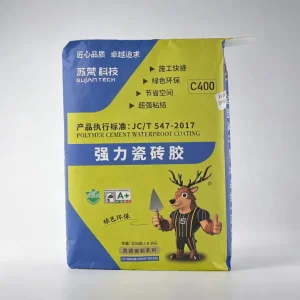
Multiwall kraft paper valve bags designed for 20kg-50kg dry mortar and cement. Features high burst resistance and compatibility with automatic rotary packers.
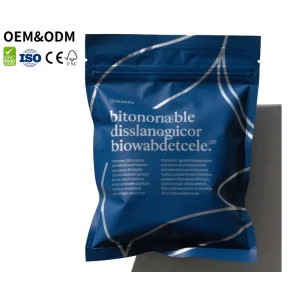
Heavy-duty side gusseted bags with superior air-tight zippers. Prevents oxidation of fats in cat and dog food, maintaining nutritional integrity.
Insights for Strategic Sourcing Managers
Explore our full technical specifications below