In the modern retail landscape, the "Custom Window Pouch" has transcended its role as a mere container. It is now a critical tool for User Intent Mining—addressing the consumer's deep-seated psychological need for transparency and "Visual Proof of Quality." As leading Custom OEM Window Pouch Manufacturers, Hebei ChicBeauty Bag Co., Ltd. analyzes the shift from opaque bulk packaging to high-clarity, barrier-protected pouches that facilitate a direct connection between the product and the purchaser.
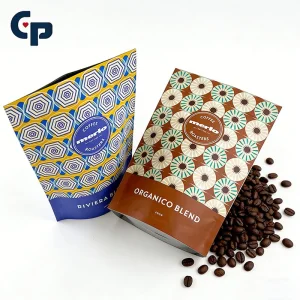
The global flexible packaging market is projected to reach $200 billion by 2025, with window pouches taking a dominant share in the organic food, pet nutrition, and specialty chemical sectors. Consumers no longer trust "rendered" images on a box; they want to see the texture of the coffee beans, the color of the jasmine rice, or the integrity of the chemical granules. This is where Information Gain in packaging occurs: the window provides a physical data point that no text can replicate.
Our Handan facility utilizes German Heidelberg printing and high-speed laminating lines to ensure micron-level accuracy in window placement and seal integrity.
Integration with sister factories for PP fabric and Kraft rolls ensures 100% traceability and the lowest possible carbon footprint per unit.
Utilizing BOPP/PET/AL/PE multi-layer structures, our window pouches provide UV protection while maintaining perfect transparency.
With an in-house design team, we provide artwork mockups in 24 hours and production cycles that outpace the industry average by 15%.
Enterprises in North America and the EU are increasingly shifting to Direct-to-Factory sourcing in China to mitigate inflation costs. Hebei ChicBeauty Bag Co., Ltd. serves as a strategic partner by offering "One-to-One" design services and adhering to international Pantone standards, ensuring that a brand's visual identity remains consistent from Handan to Houston.
Hebei ChicBeauty Bag Co., Ltd. was established in 2018 and is located in Handan City, Hebei Province. The company’s main products include PP woven bags, valve bags, multi-layer kraft paper bags, paper-plastic bags, and FIBC. These products are widely used for pellet and powder packaging in the construction, agriculture, and chemical industries.
At present, the factory employs over 300 staff, with an annual production capacity of approximately 25,000 tons. The workshop is equipped with a complete set of automated production equipment, ensuring stable production performance and consistent product quality. Sister factories produce PP fabric rolls and kraft paper rolls, allowing the company to obtain raw materials at favorable internal prices.












Window pouches allow the rich textures of specialty beans to be visible, encouraging "First-Look" sales in retail environments.
High-barrier window films prevent oxidation of kibble while showing the meat-rich content to discerning pet owners.
For industrial fertilizers and seeds, a small window allows the user to verify grain size and quality without breaking the moisture-proof seal.
A: Yes. By using High-Barrier Clear Films (such as AlOx or SiOx coated PET), we can achieve MVTR and OTR values nearly identical to aluminum foil while maintaining total transparency.
A: We use thermal bonding and advanced solvent-less lamination. Each batch of our 50kg rice bags with windows undergoes "Drop Testing" from 2 meters to ensure structural integrity.
A: Generally, MOQs depend on the pouch size and material complexity. However, because we own our raw material supply chain, we offer more flexible MOQs than traditional trading companies.
A: Absolutely. All our window pouches are manufactured using 100% virgin, food-grade resins and BPA-free films, documented by international safety certifications.